


联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村

手机站



联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
网址: www.hfkyqj.com

俗话说好马配好鞍,再好的如果钻探操作技术不过硬,很难达到理想的钻进效率并且容易发生钻具折断的情况,操作原因导致钻具折断主要原因有:钻机地基的强度不够以及钻机在基础上安装固定不牢;钻孔结构设计不合理,钻杆,岩心管的直径与孔径配合不合理;粗径钻具没带稳定接头;使用弯曲的钻杆和岩心管;使用钝的或为正常磨损的钻头(金刚石碎裂,唇部偏磨,钻头椭圆形磨损等);钻进规程参数的选择与所钻岩石的性质不适应;盲目的加压和加大钻速;钻杆锁接头不同心;钻杆由于制造方面的原因或使用过程中不均匀磨损(特别是在弯曲的钻孔中使用),造成壁厚不均和椭圆度,引起钻杆不同心,回转不平衡;主动钻杆弯曲,超长,在立轴中偏心。
国内生产很多,其制作水平参差不齐,质量必定也是存在差别,并且钻探作业实施人员对于钻具的保养也是影响钻具使用寿命的关键,因此总结的钻具折断的原因有:岩心管、钻杆等钻具不直,导致其在笔直的钻孔内扭矩大增;钻具材质存在质量问题,特别是材质中存在不溶性杂质和组分不均匀导致的钻具整体刚性和韧性的不均;钻进规程参数不合适如压力过大,钻速过快;磨损严重或有裂纹等缺陷,使用后保养不到位,下次使用时检查又不严,使问题钻具下到孔内;所用设备的技术状态不好,如:钻机稳定性差,回转器轴承有间隙等;动力机功率不足,超载荷时工作不稳定;往复式水泵送水量和压力不均,冲洗液产生脉动。

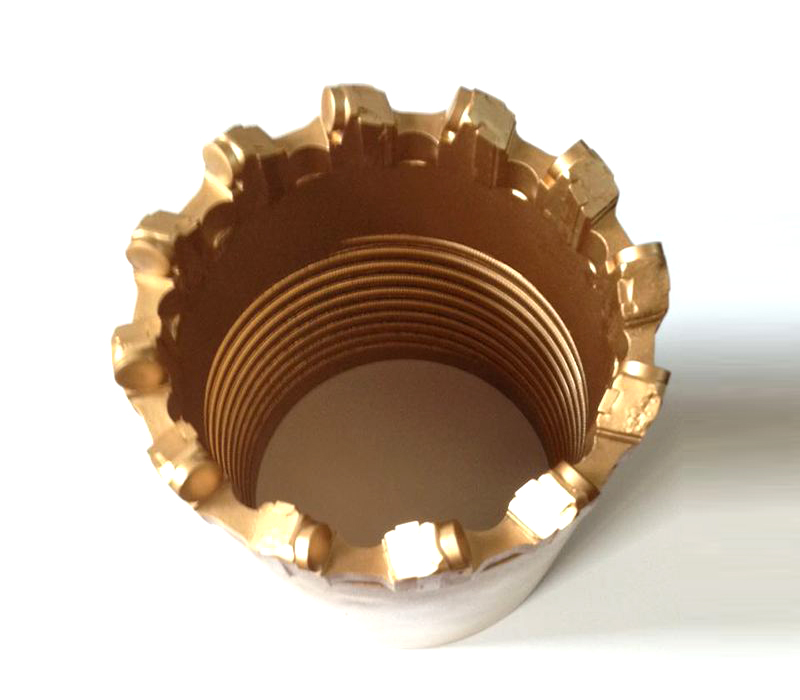
的存在是比较典型的一款产品,是广受社会各界关注认可的重点产品,它的生产过程中如何对其性能进行提升?它的钎焊及热处理工艺是保证其质量的关键技术之一。目前他的热处理是融为一体的技术。它是采用真空炉加热,使钎焊好的不经过空冷直接淬火,钎焊、热处理一次完成。制造过程严格按照设计要求,保证它和齿座之间的匹配,保证刀具能在齿轮座自由转动,避免偏磨现象,自动磨削功能,保持刀刃锋利,切削齿磨损均匀的正常磨损,在切好的状态。

关于的拆卸:要知道长期使用的高炉钻头会有一定的磨损,长时间的打钻会使得钻头变的平滑,所以增加钻头重磨次数是很有必要的。通常用工具显微镜测量,在两天在胡切削刃全长内,磨损深度应小于0。2mm。重磨时要磨去0。25mm。普通的定柄钻头可重磨3次,铲形头(undercut)的钻头可重磨2次。翻磨过多其钻孔质量及精度都会下降,会造成线路板成品的报废。指出过度的翻磨效果适得其反。起吊钻杆,将钻头盒体要求与转盘连接,起吊钻杆缓慢使钻头凹槽与钻头盒芯板的凸尖对应,将钻头卡在钻头盒内,依次退去钻杆、钻头。

金刚石复合片三翼钻头报价指出在加压时要适当、均匀,不能忽大忽小,更不能过大。钻压过大,金刚石切入岩石过多,就会堵塞水路,造成金刚石冷却不良,导致烧钻。一般初压为1~2kN,正常压力一般为4~8kN。在对破碎岩层或岩石松软破碎带钻行钻进时,应适当降低转速,减小压力,增加送水量,因为压力过大,金刚石切入岩石过深,则会引起水路堵塞,影响湖南金刚石复合片三翼钻头的冷却。它的泵量:钻进时泵量必须均匀、连续,合理地掌握泵量、泵压,不能过大过小。一般泵量应该控制在30~50L/min之间,并根据岩层钻进快慢适时调整泵量。及时调整钻头水口大小,确保冲洗液返回流速大于0.3m/s,这样才能有效冷却钻头、排除岩粉和保持孔内清洁。下钻时,在离孔底0.5m以上,应先开泵冲洗,待孔口返水后方可轻压慢转扫孔到底。
联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
手机站
