


联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村

手机站



联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
网址: www.hfkyqj.com

质量的好坏、类型与地层岩性是否适应,对加快钻井速度和提高单只钻头进尺起着重要的作用。一般来说,尺寸越大、地层越硬,进尺越少;尺寸越小、地层越软,钻头进尺就越多。钻一口油气井一般要使用不同尺寸的多只钻头,在钻上部地层时要使用直径较大的,因钻进的地层较软,单只进尺多、使用的时间短。指出一个钻头一般可重复使用几口井;而在钻下部地层时要使用直径较小的钻头,因地层硬、单只钻头的进尺少,一般要使用多只钻头。一只下井新钻头钻井进尺的多少主要取决于它的尺寸、类型、地层的软硬和钻进参数的配合。

成为一种新的钻探配件。大家都知道,在过去的多少年里,作为钻头进行钻进的一般都是平齿的,但由于平齿的钻头在钻进极坚硬地层时效果不是非常的理想,在产品使用的时候就会很受限制,不能长时间的进行持续的有效使用,如果说长时间的进尺效率低下就会严重的影响到正常的钻探工作,为了能够解决钻进速度的问题,我们在竭尽全力想办法提供新产品。我们厂家在进行多种钻探配件的研发,都可以保证客户是用更低的价格购买到质量更好的产品。
如果选择不适应地层条件,就会引起钻头打滑、磨损加剧、钻进效率低和钻头寿命短等问题。金刚石钻进应保持在一定的立轴转速下才能达到较高的钻进效率。但不能认为转速越高越好,转速过高,送水量跟不上就会发生烧钻;虽然台时效率提高了,但是钻头寿命却显著降低。目前钻探中一般要求立轴转速不超过1000r/min,指出正常钻进多在500~800r/min。实践中一般每回次开始钻进时,起始转速以200~300r/min为宜,经过几分钟磨合后,再提高到正常转速,这样能够提高钻进效率和延长钻头寿命。

认为当设备安装在水平的台面上时,如果说台面不平,就很容易导致钻机两边底座受力不均匀,致使整个钻具不能完全垂直的钻进,钻头的磨损会不平衡,尤其是12度的钻头更为明显,钻头变形的概率也会增加,同时清洗液的水流也会不平衡,不能很好的将底部的热量带出。指出造成钻头的热磨损,这对钻头的磨损加快时不利的。同时不能猛烈的加压,要反复的提钻,把孔底冲洗干净然后缓慢帮助钻头出刃,这样钻头就能恢复如初了。

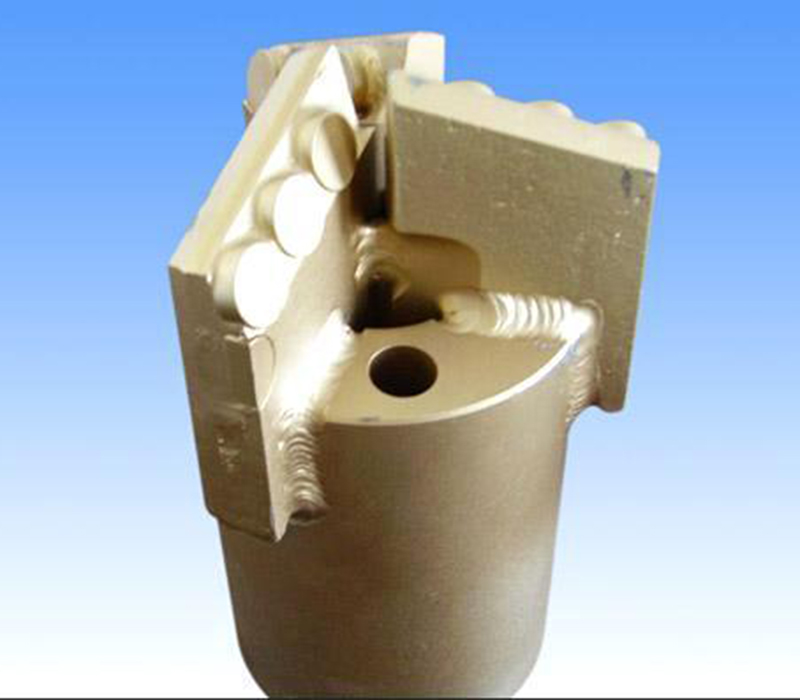
天津金刚石复合片不取芯钻头报价指出当金刚石沿同心圆运动时,它向岩石传递一定的能量,岩石吸收能量后产生破碎并形成小的沟槽。在弹脆性岩石中,由于大、小剪切体的产生,沟槽的宽度大大超过了金刚石吃入岩石的深度。在破碎岩石的同时,金刚石逐渐被磨钝。这时磨钝的金刚石在轴载的作用下使岩石产生应变,应变的结果是在岩石中出现一些微小的裂纹,使岩石的致密结构被改变。金刚石复合片不取芯钻头报价介绍说裂纹的数量及其深度取决于传递给每粒金刚石的轴载大小和钻头转速。金刚石被磨钝后,必须在孔底某一点处多次重复补充载荷才可能使岩石产生破碎,即这时的岩石破碎过程具有疲劳破碎的性质。
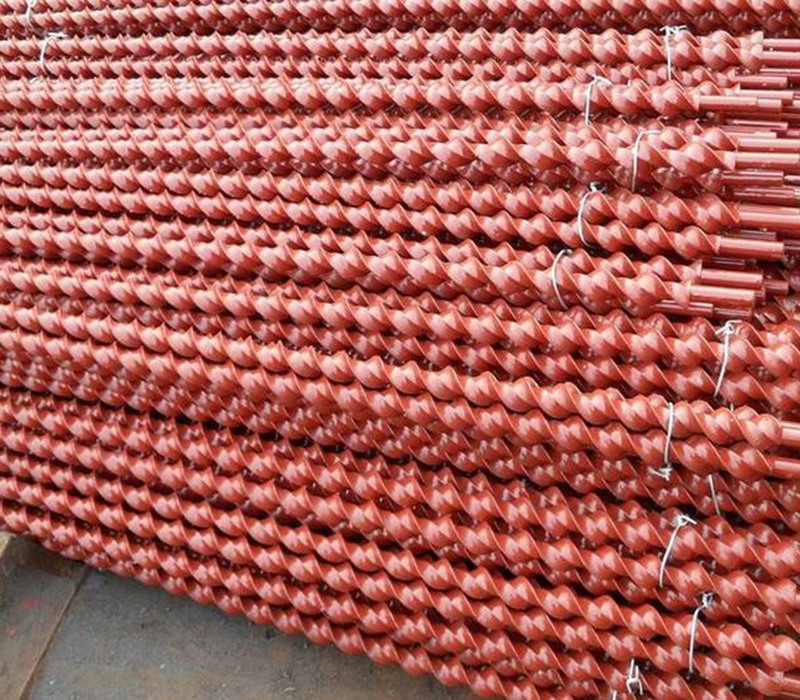
接头耐磨带是重要的一部分,是有效保护它的方法,为了减少在钻井过程中套管的磨穿,新型的产品接头耐磨带与钢质的产品接头相比,套管磨损减少,延长了它的使用寿命。目前我国大多数的接头耐磨带是采用等离子喷焊工艺加工的,喷焊后,耐磨带硬度约为55HRC。采用等离子喷焊工艺加工的碳化钨耐磨带在使用过程中与套管的摩擦力较大,无论对套管还是钻杆接头磨损都比较快。分析说我们国内生产的产品采用硬质合金材料生产,硬质合金耐磨带与套管的摩擦系数和钢差不多,碳化钨耐磨带的钻杆在大位移井中使用对套管的磨损也很大,由此看来,我们国内的生产工艺还有待进一步地提高。
联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
手机站
