


联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村

手机站



联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
网址: www.hfkyqj.com

它的存在为不少机械设备的运转提供着支持帮助,更是常见的,备受欢迎的产品,是公司值得信赖的重点产品,关于它的性能提升方法,希望您了解以下几点。它的钎焊及热处理工艺是保证其质量的关键技术之一。目前钎焊、热处理是融为一体的技术。它是采用真空炉加热,使钎焊好的不经过空冷直接淬火,钎焊、热处理一次完成。制造过程严格按照设计要求,保证它和齿座之间的匹配,保证刀具能在齿轮座自由转动,避免偏磨现象,自动磨削功能,保持刀刃锋利,切削齿磨损均匀的正常磨损,在切好的状态。

产品的存在是我们公司提供的重点配件产品,是用于采煤机机械顺利运行的关键产品,关于它的生产过程中钎焊热处理知识,还希望您能够简单了解掌握。采用钎焊方法热处理也是保证其质量的关键技术之一,现在的钎焊,热处理可以说融为一体,它的其实是采用真空炉加热,使钎焊好的不经过空冷直接淬火,钎焊、热处理一次完成。指出只有降低产品的耗占煤成本中的比例,才能有效的提高煤机的有效工作时间,加强煤截齿的强化技术,也就能够很好的提高它的使用性能。
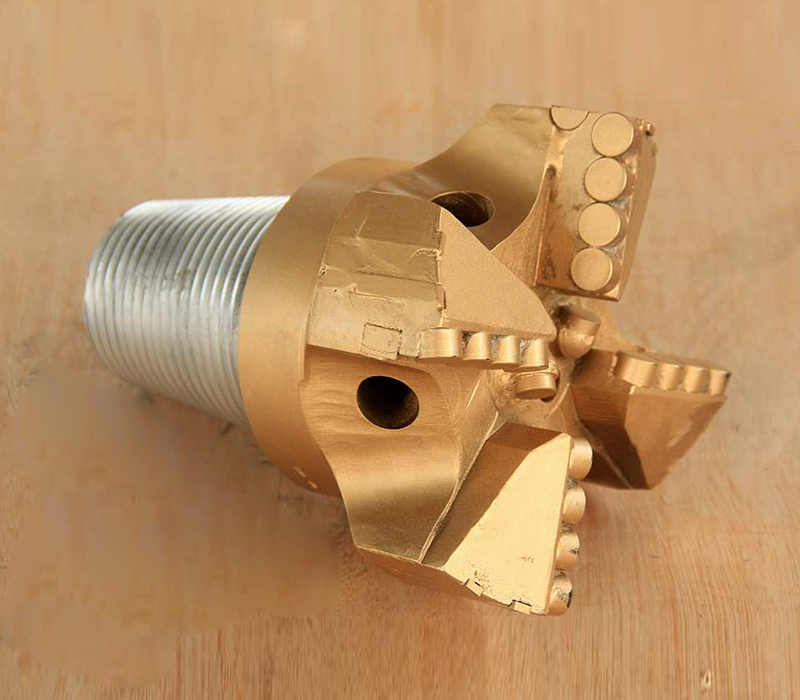
由于市场的恶性竞争,对于高品质的钻探配件来讲就显得很紧张,这种局面就导致新的高效的产品逐渐被人们重视,使得产品的创新研究也有了进一步的发展,在地质钻探方面,由于极坚硬岩层含有多种微风化的坚硬物质。这样就会导致钻进困难,钻进速度的缓慢,就会导致钻探效率的下降,这样的话,工作的成本就会增大,对于来讲是属于一项新的钻探配件,但是如果说不能使用的话,就无法发挥出特有的快速进尺的特性。

给进行程即立轴可能上下运动的较大距离,以毫米为单位。给进行程与缩短倒杆时间、保持给进的稳定性及钻进的进尺质量有关。金刚石钻进时希望立轴行程大,倒杆少,以保证钻进的稳定性。松弛易钻地层,进尺快,以缩短倒杆时间希望立轴行程大。但立轴行程大要增加钻机的尺寸及重量。故有一个适当数值。指出一般机械与给进式钻机的立轴行程为300-600mm。若采用主动钻进时,给进行程既是主动钻杆的有效长度,一般为3-5m。倒立轴的速度是指空立轴上升的速度,他的快慢将影响倒杆的辅助时间的多少。一般行程500-600mm,倒杆速度为3-4m/min,即倒一杆要7-10s左右。

在确定被卡部位后,通过控制钻机的升降系统,采用上提、下放、慢转等一系列无规律频繁反复操作,这类操作方法能够解决一般的轻微卡钻,并且提钻的拉力不能过大,防止发生钻具被卡紧而无法下钻的情况。大力提钻方法解决卡钻问题,采用这些方法的前提是反复提钻和大力提钻不能实现解卡。认为因为一旦采用打捞的方法,对于孔内的金刚石的钻具必定产生损坏,特别是扩孔打捞,有时甚至会将整条钻具包括钻头都研磨粉碎。

尽管我国生产的各种金刚石工具在各行业得到广泛应用,并取得显著的经济效益,但其技术水平与国外同类产品相比还有一定的差距。主要表现在:1、整个江苏截齿产业缺乏统一管理和宏观调控。由于盲目发展,整个金刚石工具生产布局出现散而乱、遍地开花的局面,工具销售市场产品质量不稳定,竞争无序,价格混乱。2、由于金刚石单晶生产与金刚石工具生产的发展不协调,使得我国金刚石工具的发展滞后于金刚石单晶的生产增长速度,造成金刚石积压和滞销,影响和制约了我国金刚石工业的持续发展,使金刚石生产企业经济效益严重滑坡。3、江苏截齿应用领域较窄,产品品种单一,质量不稳定,有的产品技术质量标准较混乱,没有统一的产品质量检测、监督的管理规范和标准。4、金刚石工具生产装备和整体技术水平比较落后,一些较先进的新技术、新工艺推广应用较慢。
联系我们
河南省内黄县宏发矿用钎具有限公司
联系人:宋经理
电话:19837211988
固话:0372-7857088
传真:0372-7857006
地址:河南省安阳市内黄县宋村乡屯东村
手机站
